ПЛАН-КОНСПЕКТ УРОКА.
Тема урока: Зачистка тонколистового металла, проволоки, пластмассы.
Тюрина Сергея Владимировича, МБОУ «СОШ № 1 г. Калининска», учитель технологии.
Технология.
5 класс.
Базовый учебник: А.Т.Тищенко Технология. Индустриальные технологии: А.Т. Тищенко, В.Д. Симононко.-М. : Вентана-Граф, 2012
Цель: Формирование знаний у учащихся о понятии зачистка тонколистового металла, проволоки, пластмассы.
Задачи:
образовательные
дать понятие зачистки ;
познакомить с инструментами используемыми при
зачистки;
развивающие
формировать навыки правильной работы при зачистки;
развивать внимательность;
воспитывающие
воспитывать аккуратность в работе.
Тип урока: комбинированный урок.
Методы и формы: закрепление пройденного материала, объяснение теоретических сведений, практическая работа.
Оборудование: плакаты, напильники, наждачная бумага.
Оборудование и материалы для выполнения практической работы: напильники, заготовки из тонколистового металла.
План урока:
Организационный момент.
Сообщение темы и цели урока.
Повторение пройденного материала
Изучение нового материала. Сообщить сведения о терминологии, применяемой при выполнении пиления.
Закрепление изученного материала.
Инструктаж по технике безопасности.
Объяснение учебного задания. Практическая работа «Пиление заготовок из дерева».
Самостоятельная работа учащихся.
Заключительная часть.
Итог урока.
Домашнее задание.
12. Уборка рабочих мест.
Ход урока.
Организационный момент.
приветствие;
проверка явки учащихся.
II. Тема урока.
Зачистка тонколистового металла, проволоки, пластмассы.
Цель урока: Формирование знаний у учащихся о понятии зачистка тонколистового металла, проволоки, пластмассы
III. Повторение изученного материала.
Опрос учащихся по изученному материалу.
Что такое пиломатериалы и древесные материалы.?
Что такое древесина?
Назначение столярного верстака?
Последовательность изготовления деталей из древесины?
Разметка заготовок из древесины?
Графическое изображение деталей из древесины?
IV. Изучение нового материала.
Учитель:
Зачистка- это процесс удаления поверхностных дефектов. ЗАЧИ́СТИТЬ -Загладить, заровнять (конец, край, поверхность чего-н.). З. напильником. З. срез.
Каждый тип насечки имеет свои преимущества и применяется для напильников определенного назначения.
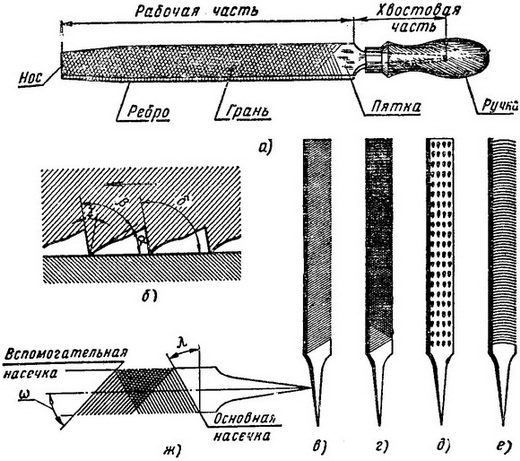
Рис. 1. Напильники:
а — элементы напильника, б — профиль зуба, полученного насечкой, в — простая насечка, г — перекрестная насечка, б — точечная насечка, е — дуговая насечка, ж —углы перекрестной насечки
Простая, или одинарная насечка применяется при изготовлении некоторых видов специальных напильников (например, для заточки пил по дереву). Напильники с простой насечкой целесообразно применять во всех случаях, когда требуется с узкой обрабатываемой поверхности удалить незначительный слой металла.
Перекрестная, или двойная, насечка применяется при изготовлении слесарных напильников общего назначения. В этих напильниках основная насечка выполняется под углом λ = 25°, а вспомогательная — под углом ω = 45° (рис. 1,ж).
Такие углы наклона насечки обеспечивают высокую производительность.
Точечная, или рашпильная, насечка применяется при изготовлении напильников-рашпилей. Рашпили с точечной насечкой имеют крупные зубья и вместительные канавки, что способствует лучшему отделению стружки при опиливании мягких металлов, резины, кожи, пластмасс и др.
Слесарные напильники различаются по двум основным признакам: по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Слесарные напильники (ГОСТ 1465—59) изготовляют по форме поперечного сечения восьми типов: плоские (тип А), плоские остроносые (тип Б), квадратные (тип В), трехгранные (тип Г), круглые (тип Д), полукруглые (тип Е), ромбические (тип Ж), ножовочные (тип К).
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2—0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02—0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54—58.
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси. Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876—54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35—40.
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Надфили (ГОСТ 1513—67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54—60.
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика. Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3—3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик. Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.
Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
Для достижения хорошего результата напильник двигают по диагонали к детали, часто меняя направление его движения за счет своего местоположения или вращая тиски.
Конечно, человек не робот, чтобы каждое движение напильником выдерживать строго горизонтальным, даже опытные мастера имеют незначительные отклонения от идеальных движений напильником.
Чтобы не увеличивать эти ошибки, следует часто менять направление движения напильника.
V. Закрепление изученного материала.
Проверь себя.
Вопрос: Какие виды напильников ты узнал?
Какие виды насечек наносят на напильники?
VI. Инструктаж по технике безопасности.
При работе с напильником необходимо соблюдать следующие правила: применять напильники только по назначению; не обрабатывать материалы, твердость которых равна или превышает твердость напильника; предохранять даже от незначительных ударов, которые могут повредить зубья; оберегать от попадания влаги, что вызывает коррозию; периодически очищать от стружки кордовой щеткой; хранить на деревянных подставках в положении, исключающем соприкосновение напильников между собой.
VII. Объяснение учебного задания. Практическая работа
Учитель организовывает актуализацию способов изучения действий достаточных для построения новых знаний.
Пробное действие (задание)- Зачистить заготовку из тонколистового металла.
Выполнение этого задания рекомендуется провести в форме деловой игры: для этого мальчиков делим на бригады по три человека:
— одна – зачищает заготовку напильником с одинарной насечкой.
— вторая – зачищает заготовку напильником с двойной насечкой.
(УУД коммуникативные — сотрудничество , выполнение разных ролей в группе)
Учитель проверяет правильность выполнения задания, выявляя затруднения в пробном действии.
Фиксация затруднения:
— не правильная зачистка (способы решения проблемы)
Выход из затруднения:
Еще раз учитель рассказывает учащимся о приёмах зачистки тем самым организует учащихся исследовать проблемную ситуацию (УУД — коммуникативные, совместные решения проблемы)
VIII. Самостоятельная работа учащихся.
Учащиеся выполняют полученное задания, используя инструкционные карты. Учитель, обходя класс, рабочие места учащихся, контролирует правильность выполнения приёмов работы, соблюдения технических условий, правил техники безопасности.
Во время практической работы выполнить упражнения для снятия усталости глаз.
IХ. Заключительная часть.
Итоги практической работы. Анализ типичных ошибок, раскрытие их причин и пути их исправления. Оценить работу учащихся.
Х. Итог урока.
Подведение общих итогов занятия.
-Что нового узнали на уроке?
-Научились ли вы чему-нибудь сегодня на уроке?
-Какие затруднения возникли у вас при выполнении практической работы?
— Как вы думаете, пригодятся ли вам знания, полученные на этом занятии, в дальнейшей жизни?
Вместе с ребятами сформулируем вывод урока.
Выставление оценок.
ХI. Домашнее задание.
Повторить изученный материал.
ХII. Уборка рабочих мест.




 Алгебра
Алгебра Английский Язык
Английский Язык Биология
Биология География
География Геометрия
Геометрия ИЗО
ИЗО Информатика
Информатика История
История Литература
Литература Математика
Математика Музыка
Музыка МХК
МХК Начальная Школа
Начальная Школа ОБЖ
ОБЖ Обществознание
Обществознание Окружающий Мир
Окружающий Мир ОРКСЭ
ОРКСЭ Педагогика
Педагогика Природоведение
Природоведение Разное
Разное Русский Язык
Русский Язык Технология
Технология Физика
Физика Физкультура
Физкультура Химия
Химия Экология
Экология Экономика
Экономика