ТАМБОВСКОЕ ОБЛАСТНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧЕРЕЖДЕНИЕ СПО «МНОГООТРАСЛЕВОЙ ТЕХНИКУМ»
МЕТОДИЧЕСКАЯ РАЗРАБОТКА


 Введение.
Введение.
Цель обучения: подготовка конкурентоспособного специалиста, обладающего высоким уровнем профессиональной компетенции, психологической подвижностью, коммуникативного, с правовой грамотностью, способностью к социальной адаптации, стрессовой устойчивости, стремящегося к постоянному самовоспитанию, самообразованию.
Научно обоснованная организация обучении в учебных мастерских обеспечивает прочное усвоение материала. Умение творчески применять его на практике, способствует воспитанию сознательную дисциплину и любви к своей профессий.
На занятиях в учебных мастерских изучение операционных тем чередуется с выполнением комплексных работ. В начальной стадии осваивается отдельные движения и приемы, а затем действия и операции в целом. Постепенное освоение учащимися отдельных операций в соответствии дидактическими принципом обучения от простого к сложному, обеспечивает качество и эффективность общетрудовой и профессиональной подготовки. На изучение каждой операционной темы в учебной программе отводится время, необходимое для освоения данной операции, а также для формирования первоначальных знаний и навыков и умений ее выполнения. При этом процесс формирования как показывает практика, требует положительных упражнений. Монотонные упражнения снижают интерес учащимся и вызывают быструю утомляемость. Подбор разнообразных упражнений создание комплекса упражнений, а также планирование и выполнение упражнений — с перерывами и в определенном порядке способствует снижению утомляемости и активизирует интерес учащихся.
Для более успешного личностного и профессионального становления учащихся создаются условия для повышения уровня социальной и психологической компетентности учащихся, раскрытия и развития их способностей, интересов, осознания собственной индивидуальности, формирование готовности и успешной социализации в обществе, навыков адаптации на рынке труда.
Специфика производственного обучения состоит в том, что учебный процесс осуществляется в ходе производительного труда учащихся. Эта особенность производственного обучения определяет его содержание, формы, методы и средства.
Для улучшения подготовки учащихся необходим поиск нового, инновационного подхода к организации производственного обучения, одним из таких подходов можно считать личностно-ориентированный. Реализация технологий личностно-ориентированного обучения предполагает создание условий для развития и становления познавательных сил ребенка, обеспечение расширенного усвоения знаний и умений, индивидуального подхода к личности ребенка, как одного из путей гуманизации обучения.
Важными требованиями к технологиям личностно-ориентированного обучения выступают диалогичность, деятельностно — творческий характер, направленность на поддержку индивидуального развития ребенка, предоставление ему необходимого пространства свободы для принятия самостоятельных решений, творчества в выборе содержания и способов учения и поведения. В результате такой учебной деятельности у учащегося формируются знания, умения и навыки.
Сущность деятельности мастера производственного обучения заключается в создании условий для раскрытия всего потенциала учащихся, максимально приближенного к достижению определенных результатов самостоятельной учебной деятельностью учащихся.

ПЛАН
по профессии «Электрогазосварщик»
Тема урока: Сборка и сварка стыковых соединений без разделки кромок.
Тип урока: Урок по выполнению простых комплексных работ.
Вид урока: комбинированный.
Цели урока:
Дидактические:
Формирование и усвоение приемов сборки и сварки пластин в нижнем положении сварного шва, обеспечивая провар основного металла. Усвоение технологии выполнения дуговой сварки; подбор режима сварки и сварочных материалов. Формирование у обучающихся профессиональных навыков при выполнении сварки.
Развивающие:
Развитие навыков самостоятельной работы, внимания, координации движений;
Воспитательные:
Воспитание у обучающихся аккуратности, трудолюбия, бережного отношения к сварочному оборудованию и инструментам; сознательности при выполнении работ. Пробуждение эмоционального интереса к выполнению работ.
4Методическая цель: Методика формирования самостоятельности учащихся при помощи использования документов письменного инструктирования.
Межпредметные связи: Предмет «Технология сварочных работ»: тема «Техника выполнения ручной дуговой сварки». Предмет «Черчение»: тема «Чтение чертежей». «Условное обозначение сварных швов и сварных соединений». Предмет «Материаловедение»: тема «Классификация сталей. Стали общего, обыкновенного качества». Предмет «Охрана труда»: тема «Организация безопасного производства электросварочных работ».
Комплексно-методическое обеспечение:
Оборудование: сварочный выпрямитель, сварочный держатель электрода, маска, электроды УОНИИ 13/55, Ø 3 мм, металл ВСт3сп, мультимедийный проектор.
Раздаточный материал: инструкционная карта, тесты ,кроссворды.
Презентация по теме «Сборка и сварка стыковых соединений без разделки кромок»; фрагменты видеофильма «Сварщик».
Ход урока
I. Организационный момент (2 мин.) Методические рекомендации: Урок всегда начинается с организационного момента. Мастер контролирует присутствие учащихся, проверяет их вешний вид. Сообщает учащимся тему занятия. Затем мастер проводит повторение теоретических знаний учащихся. А также проверку их практической подготовленности. Эффективность трудовой деятельности любого человека как показывает практика. Зависит во многом от его вдумчивости, осмысленности действий и добросовестности. Следовательно. Этот элемент урока психологически готовят учащихся к восприятию и усвоению нового учебного материала.
1. Приветствовать обучающихся:
Принять доклад дежурного о готовности группы к уроку. ( готовность к уроку;
присутствие учащихся; внешний вид).
2. Выполнить запись в журнале.
II. Вводный инструктаж (50 мин.)
1. Сообщение темы и цели урока (3 мин.) Методические рекомендации: Вводная часть урока направлена на подготовку учащихся к освоению новых навыков и умений, к выполнению определенных знаний, способствующих углублению и расширению профессиональных знаний, складывается из вводного инструктажа, инструктажа по безопасному ведению работ, рассказ об организации рабочего места, распределения и разбора заданий учащимися группы.
Методические рекомендации: Урок — гибкая форма организации обучения. Различные методы и приемы, используемые на уроке не только разнообразят учебный процесс, но и вызывают у учащихся удовлетворение от самого процесса труда. С помощью нетрадиционных приемов и методов можно решить проблему дифференциации обучения, организации самостоятельной познавательной деятельности учащихся. Снижение уровня знаний обучающихся в большей степени объясняется качеством уроков: шаблоном, однообразием, формализмом, скукой. Использование разных способов «оживления» урока привлекает обучающихся к активной работе
Кроссворд по сварочному производству на
сообразительность.
|
|
|
|
|
|
| 2 |
|
| 3 |
|
|
|
|
| 4 |
|
|
| |
| 5 |
|
|
|
|
|
| 6 |
|
|
| 7 |
|
|
|
|
|
| 8 |
|
|
|
| 9 |
|
|
|
|
|
|
|
|
| 10 |
|
|
|
|
|
|
|
|
|
|
|
| 11 |
|
|
|
| 12 |
|
|
|
|
|
| 13 |
|
|
|
|
| 14 |
|
|
|
|
|
| 15 |
|
|
|
|
|
| 16 |
|
| 17 |
|
|
|
|
| 18 |
|
|
| 19 |
|
| 20 |
|
|
|
|
| 21 |
|
|
|
| 22 |
|
|
|
|
|
|
|
| 23 |
|
| 24 |
|
|
| 25 |
|
|
|
|
|
|
|
|
|
| 26 |
|
|
|
|
| 27 |
|
|
| 28 |
|
|
|
|
| 29 |
|
| 30 |
|
|
|
|
|
| 31 |
|
|
|
| 32 |
|
|
|
|
| 33 |
|
|
|
|
|
|
|
| 34 |
|
|
|
|
|
|
| Я |
|
Ответ начинается с последней буквы слова предыдущего ответа ( идти слева направо)
1— бывает плавящийся и неплавящийся
2— электрический разряд в среде газов, применяется в сварке, резке, наплавке
3— сварочный аппарат, работающий без непосредственного участия сварщика во время сварки по заранее установленным параметрам режима сварки
4-металл, применяемый в самолето-ракетостроении, легкий, прочный
5— процесс восстановления изношенных поверхностных слоев деталей до требуемых размеров с помощью сварочной технологии
6— единица измерения силы тока
7— элемент газового оборудования для понижения давления газа в баллоне и установления постоянного рабочего давления газа в горелке, резаке
8— элемент газорезательного оборудования
9— любая постоянная величина, которая как правило берется из таблиц для каких либо расчетов режимов сварки, резки, наплавки
10— источник питания сварочной дуги переменным током
11— элемент газосварочного оборудования для подачи газов к месту сварки
12— горючий газ
13— дефект; образуется при неправильной технике сварщика и повышенных режимов сварки
14— металл, легирующий элемент в сталях и материал, из которого изготавливают неплавящиеся электроды
15— легирующий элемент, есть почти во всех сталях и чугунах 16— металл, с медью образует сплав – латунь
17— дефект сварного шва, образуется при обрыве дуги
18— процесс разделения металла путем плавления узкого участка с последующим его выдуванием или сжиганием
19— защитный активный газ, применяется при сварке меди
20— совокупность всех приемов, операций, движений сварщика во время сварки
21— защитный инертный газ
22— что возникает в сварных швах в ответ на приложенную нагрузку извне или при неправильной технологии их сварки? 23— часть сердечника трансформатора, соединяет стержни, на которых находятся обмотки
24— любое химическое соединение металла с кислородом
25— прибор для обнаружения внутренних дефектов в сварных швах
26— общее название каких-либо действий, выполнение операций, изготовление сварочной продукции
27— металл, состоящий из смеси нескольких металлов
28— что попадает в сварной шов при сварке при недостаточной защите?
29-легирующий элемент в сталях, придает им коррозионную стойкость и жаропрочность
30— деталь в горелке, резаке
31— деталь в ацетиленовом генераторе, служит для сброса излишнего газа
32— любое соединение металла с азотом
33— что образуются в сварочных конструкциях при неправильной технологии сварки, чрезмерном перегреве металла, околошовной зоны
34— процесс распада атомов газа, паров металла на заряженные частицы под действием тока, высокой температуры
Ответы: 1-электрод 2- дуга 3- аппарат 4- титан 5- наплавка 6- ампер 7- редуктор 8- резак 9- коэффициент 10- трансформатор 11- рукава 12- ацетилен 13- наплыв 14- вольфрам 15- марганец 16- цинк 17- кратер 18- резка 19- азот 20-техника 21- аргон 22- напряжения 23- ярмо 24- оксид 25- дефектоскоп 26- процесс 27- сплав 28- воздух 29- хром 30- мундштук 31- клапан 32- нитрид 33- деформации 34- ионизация
4. Формирование практических знаний и способов действий (25 мин.) Изложение нового материала
4.1. Правила безопасности при ведении электросварочных работ. 
4.2. Подготовка стыкового соединения без разделки кромок к сварке. Методические рекомендации: Мастеру следует подробно рассказывать об организации рабочего места при выполнении заданных работ, обратив внимание учащихся на его особенности. После этого сообщает критерии оценок, разъясняет и распределяет задания среди учащихся, говорит об ученическом норме времени, сравнивая ее с нормой времени квалифицированного рабочего.
5. Закрепление материала 
Опрос учащихся, с последующим закреплением материала в процессе.
Подготовка металла перед сваркой, дуговая сварка пластин в нижнем положении шва. Стыковое соединение пластин.
Выдача заданий обучающимся для работы.
III. Текущий инструктаж (4 ч. 30 мин.) Методические рекомендации: В основной части занятия учащиеся выполняют задания, подобранные мастером заранее. В ходе их выполнения учащиеся осваивают заданные приемы и действия. В процессе выполнения работ учащиеся учатся применять вои знания в конкретных практических ситуациях. Важными моментами трудовой деятельности учащихся на этой части урока являются следующие:
организация рабочего места;
выбор и применение правильных приемов работ;
использование учебно-технологической документации;
соблюдение правил безопасности труда;
контроль выполнения приемов и действий;
Деятельность учащихся проходит под непосредственным руководством мастера. Мастер наблюдает за учащимися с рабочего места, а также в ходе целевых обходов. Результаты наблюдений рекомендуется записывать, это поможет квалифицированно провести заключительную часть занятия. Контроль осуществляется мастером, как в процессе трудовой деятельности учащихся, так и при приеме готовых изделий. В основу контроля должно быть положено выполнение тех или иных сочетаний приемов и действий в качество выполнения всего задания.
Самостоятельная работа обучающихся по закреплению и совершенствованию знаний и умений, формированию навыков выполнения процесса сварки.
Целевые обходы:
Проверка организации рабочего места.
Проверка соблюдения правил техники безопасности.
Индивидуальная демонстрация приемов подготовки, сборки, прихватки и сварки пластин в нижнем положении.
Проверка правильности выполнения процесса сварки и уяснения вводного инструктажа.
Обход рабочих мест с целью оказания помощи слабоуспевающим обучающимся.
Проверка правильности использования инструмента и оборудования.
Проверка выполнения нормы времени.
Проверка качества конечного результата труда.
IV. Заключительный инструктаж, обнаружение и устранение дефектов сварных швов (15 мин.) Методические рекомендации: В заключительной части подводят итоги занятия. На основе анализа выявляются степень обученности учащихся, слабые стороны обучения, указываются причины появления недостатков и способы их устранения. Заключительная часть занятия состоит из итогового инструктажа, домашнего задания и уборки рабочих мет. В итоговом инструктаже мастер кратко рассказывает об успехах и недостатках каждого учащегося, анализирует их причины. Он подробно разбирает причины появления типичных ошибок, отмечает, как учащиеся использовали передовые приемы и способы работы, и прогрессивную технологию. Особое внимание мастер обращает на соблюдение каждым учащимся правил безопасного ведения работ. После подведения итогов мастер говорит о содержании будущего (следующего) занятия и выдает задание на дом. Домашнее задание может содержать выполнение небольших работ, вычерчивание различных эскизов и чертежей, подготовку маршрутной карты, чтение основной и дополнительной учебно-технической литературы. На заключительную часть занятия отводится примерно 5-7% времени всего занятия.
демонстрация лучших работ;
оценка работы учащихся, комментарии;
сообщение темы следующего урока;
Приложение
Оценочный лист
| Ф.И.О. | Оценка теоретической части | Подготовка под сварку | Провар | Облицовочный шов | Дефекты шва | Качество сварки | Соблюдение техники безопасности | Оценка практической части | |
| | | | | | | | | | |
Прием и оценка контрольных образцов.
Подведение итогов и объявление оценок.
Анализ ошибок, допущенных во время урока.
Демонстрация лучших работ обучающихся.
Выдать домашнее задание: повторить теоретический материал «Ручная дуговая сварка простых деталей из углеродистой стали в нижнем положении сварного шва».
Уборка рабочих мест.
Требования безопасности перед началом работы.
Надеть рабочую одежду, застегнуть куртку, штанины брюк напустить на обувь.
Рукавицы должны плотно прикрывать рукава куртки.
Убрать волосы под головной убор.
Убрать все лишние предметы со стола сварщика.
Проверить исправность вращающего стула, обратить внимание на высоту стула.
Проверить исправность инструмента, приспособлений, наличие электродов.
Проверить целостность кабелей, надежность крепления кабелей к источнику
питания и электрододержателю. Проверить защитное заземление.
Проверить надежность всех контактов в местах соединения проводов в сварочной цепи.
Установить силу сварочного тока.
Осмотреть электрододержатель и убедиться в надежности изоляции рукоятки от токоведущего кабеля, включить пусковой выключатель.
Требования безопасности во время работы.
1. Не кладите электроды на загрязненные и влажные поверхности стола.
2. Огарки электродов отбрасываются на заранее подготовленное место.
3 Предохраняйте себя и работающих рядом лиц от воздействия излучения сварочной дуги: подавайте сигнал — предупреждение о зажигании дуги.
4. Сначала нужно закрыть лицо щитком или маской, только после того сварщик замыкает сварочную цепь, коснувшись концом электрода поверхности изделия.
Складывать сваренные детали в определенное место.
Требования безопасности по окончании работы.
Произвести уборку рабочего места от производственного мусора, убрать
огарки электродов.
Прибрать вспомогательный инструмент.
Убедиться в отсутствии очагов возгорания.
Обо всех замеченных неисправностях сообщить мастеру производственного обучения.
Конспект урока
Подготовка стыкового соединения без раздела кромок
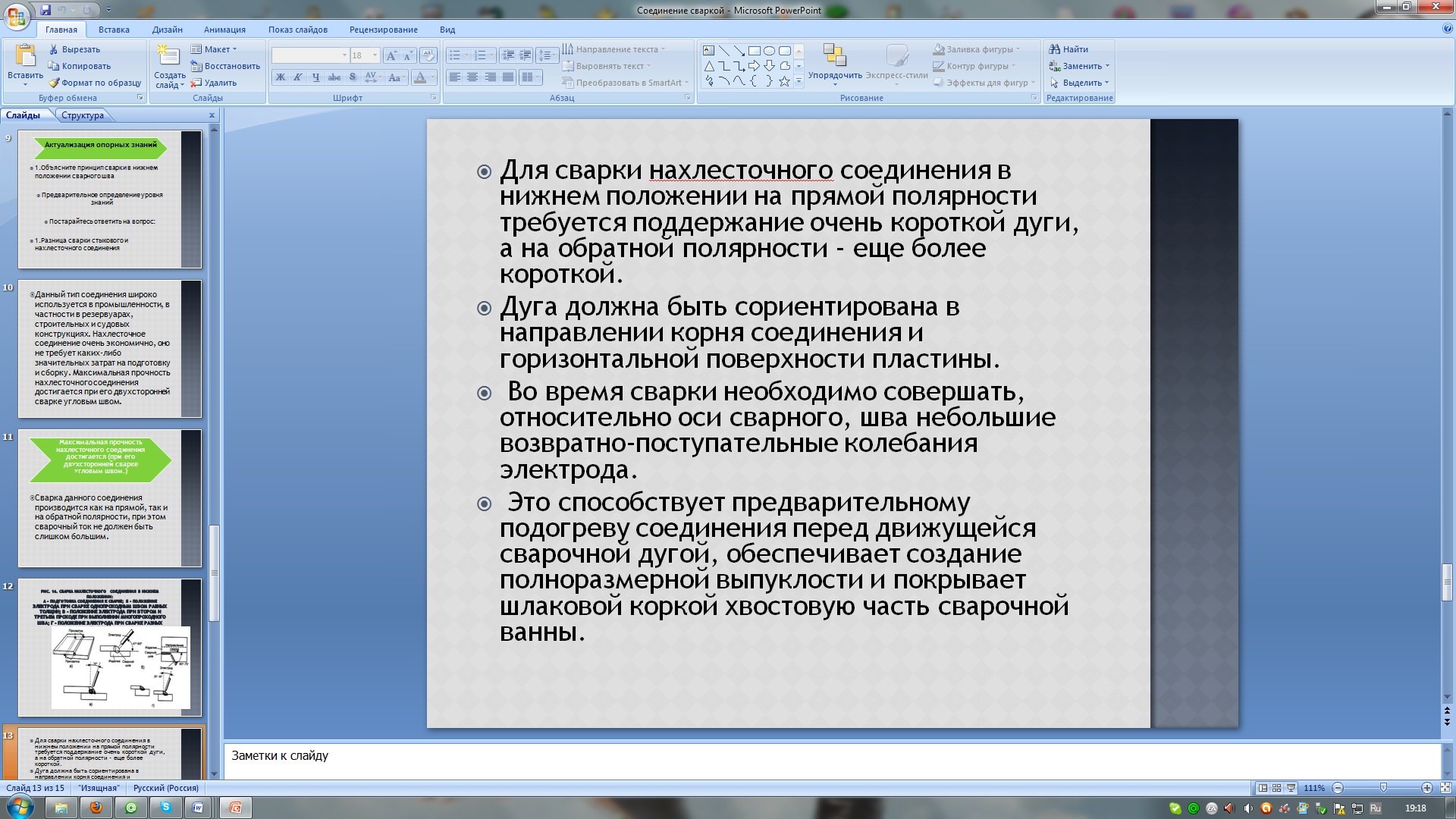
Односторонние стыковые швы без скоса кромок выполняют покрытыми электродами диаметром, равным толщине свариваемых листов, если она не превышает 4 мм.
Подготовка материалов.
Выбираем заготовки пластин из углеродистой стали, размером 3,0 х 100,0 х 250,0 мм. без разделки кромок..
Проволочной щеткой зачищаем кромки пластин от ржавчины и окалины до металлического блеска, сметаем опилки и пыль волосяной щеткой и ветошью.
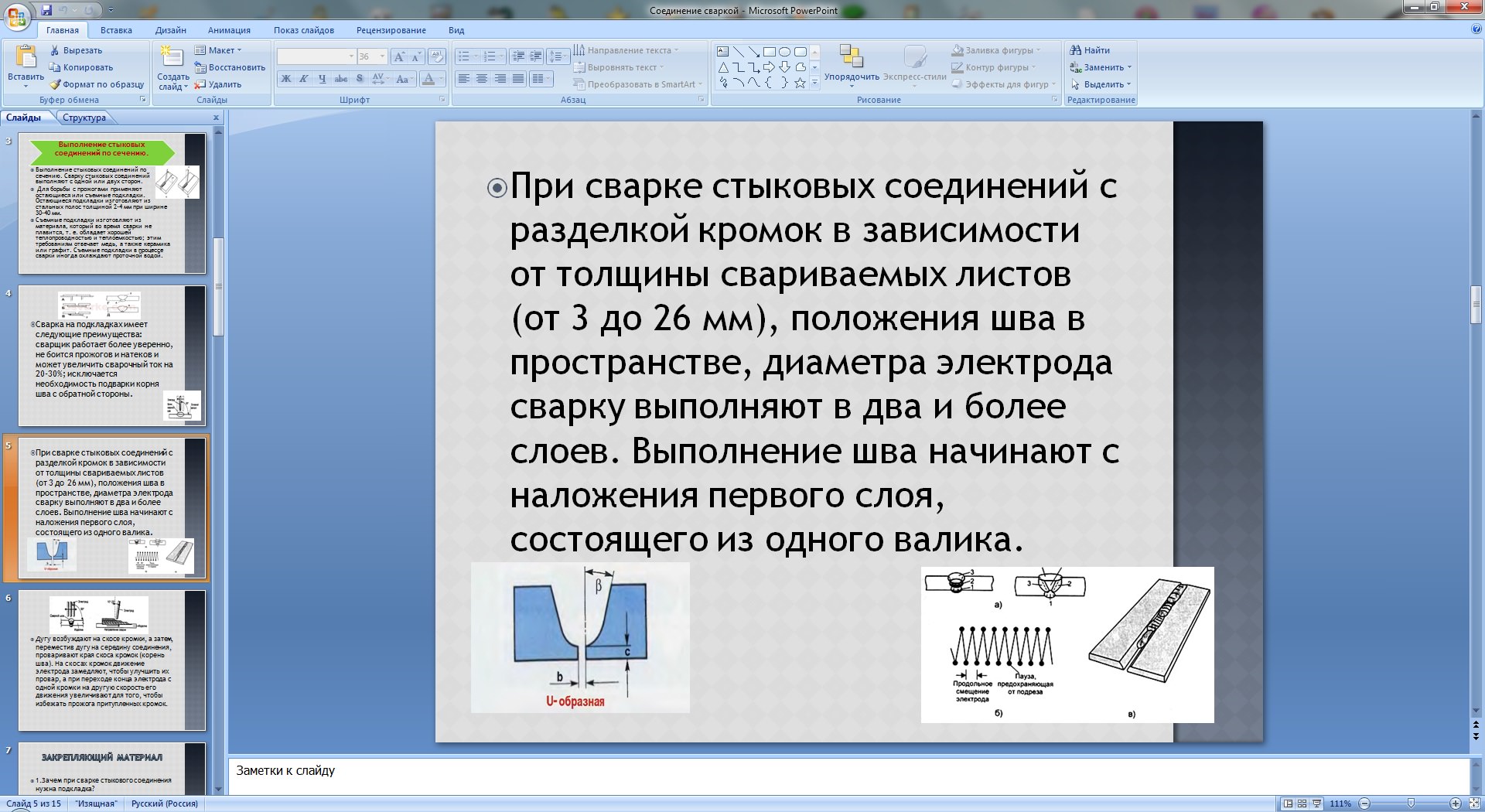
Определяем диаметр электрода и силу сварочного тока по таблице. Вначале определяют диаметр электрода, в зависимости от которого назначают силу сварочного тока. Диаметр электрода выбирают в зависимости от толщины свариваемых элементов, типа сварного соединения. (см. табл. «Режимы ручной дуговой сварки стыковых соединений без скоса кромок»).
Выбор диаметра электрод (dэл)-зависит от толщины свариваемого металла и положения шва в пространстве
| 0,5-1,5 | 1,5-3 | 3-5 | 6-8 | 9-12 | 13-20 | |
| Диаметр электрода (dэл,мм) | 1,5-2 | 2-3 | 3-4 | 4-5 | 4-6 | 5-6 |
Величина сварочного тока выбирается по опытной (эмпирической) формуле
Где, К- коэффициент, зависящий от диаметра электрода и вида покрытия.
| 1-2 | 3-4 | 5-6 | |
| К, А/мм | 25-30 | 30-45 | 45-60 |
Устанавливаем выбранное значение сварочного тока.
Закрепляем электрод в зажиме электрододержателя.
Сварка пластин без разделки кромок.
При сварке пластин встык без подготовки кромок односторонним швом основная трудность заключается в получении провара металла на всю толщину листа. Хороший провар во многом зависит от качества сборки, величины зазора, правильности постановки прихваток, а также соответствия диаметра электрода и силы сварочного тока.
Возьмем подготовленные пластины и разместим их на ровной поверхности рабочего стола.
Собираем подготовленные под сварку пластины с определенным зазором, (в нашем случае зазор будет 1 мм). Величина зазора зависит от толщины металла и обычно составляет 1-2 мм. Наличие зазора необходимо для провара корня шва.
Берем электродержатель и закрепляем состыкованные пластины прихватками на расстоянии 10 — 15 мм от обоих концов стыка. Прихватка служит для предварительного соединения деталей при сборке. Прихватка выполняется узким швом небольшой длины (10 мм). Толщина прихватки не должна превышать 1/3 толщины свариваемого металла.

Затем места прихваток зачищаем проволочной щеткой. Сметаем мусор волосяной щеткой.
Размещаем пластины на рабочем столе в нижнее или слегка наклонное положение.
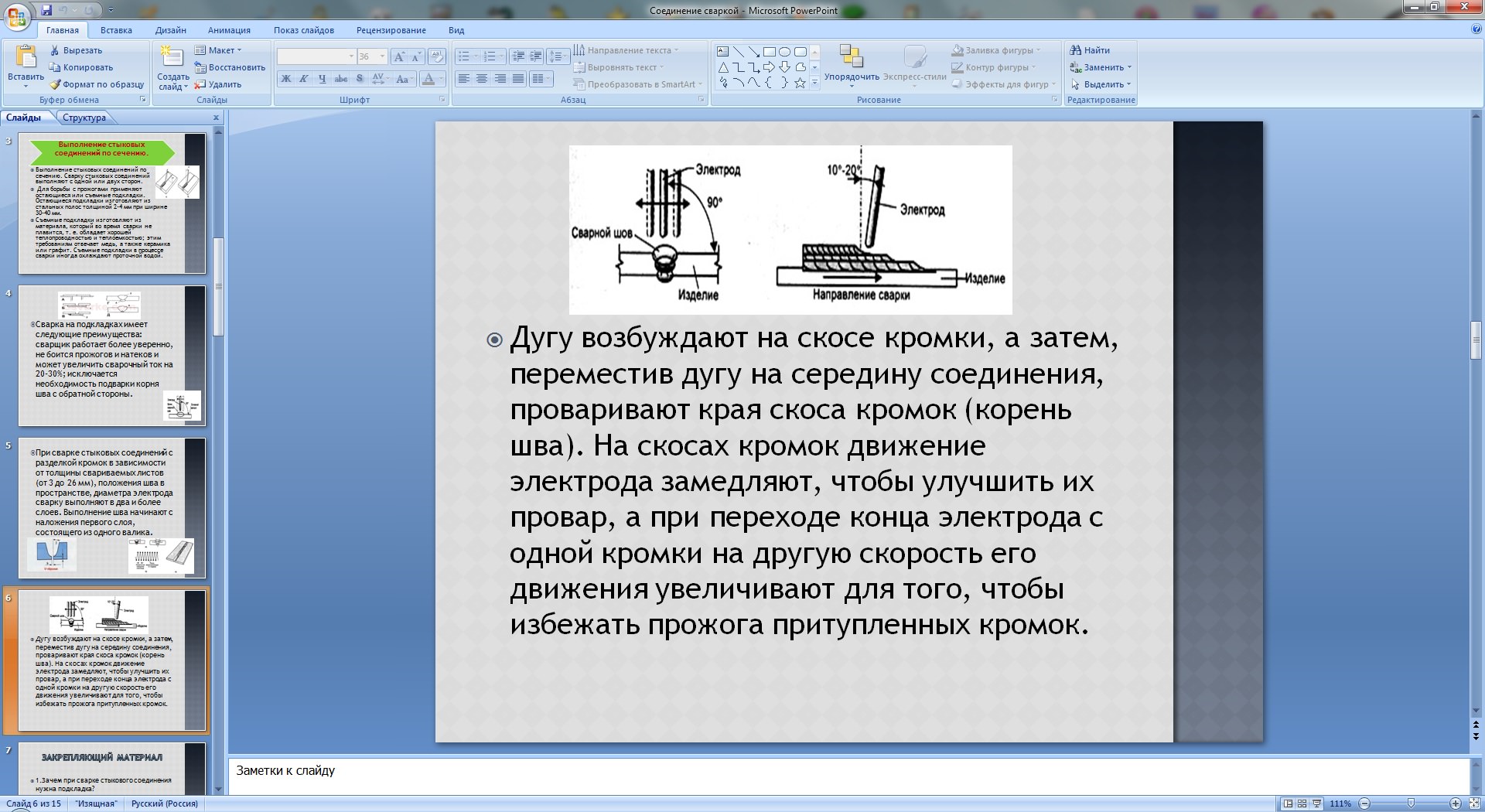
Производим сварку пластин встык без подготовки кромок односторонним швом. Для этого опускаем на лицо защитную маску и. придерживая рукой пластины, зажигаем дугу в верхней точке стыка, подводим электрод в начало стыка и быстро наклоняем его под углом 15 — 30° к вертикали.

7. При появлении капли расплавленного металла начинаем поступательное движение электрода в направлении сварки: Наблюдая за сваркой пластин встык, необходимо обращать внимание на равномерное расплавление обеих свариваемых кромок, внешний вид шва, хорошую заварку кратера, и в особенности на нормальную выпуклость шва, которая не должна превышать 2 – 3 мм. Необходимо также обращать внимание на постоянство зазора. Одновременно следует наблюдать за правильностью выбранных режимов, техникой ведения процесса.
Закончив процесс сварки, откладываем электрододержатель, надеваем защитные очки с прозрачными стеклами. Отбиваем шлаковую корку с поверхности выполненного шва, далее производим зачистку поверхности шва проволочной щеткой.
Осматриваем шов и отмечаем возможные дефекты. Нормально выполненный шов должен быть мелкочешуйчатым, иметь равномерную ширину и высоту, плавные очертания.
План-конспект урока
| Этапы урока | Время | Деятельность мастера | Деятельность обучающихся | |
| I | Организационный этап | 2 мин | Приветствовать обучающихся, проверить: — готовность к уроку; Выполнить запись в журнале. | Приветствовать мастера п/о, дежурный сдает рапорт о готовности обучающихся к уроку. |
| II | Вводный инструктаж | 50 мин |
|
|
| 1 | Сообщение темы и цели урока | 3 мин | Сообщение темы и цели урока, актуальность выбранной темы, объявить план проведения урока: «Сборка и сварка стыковых соединений без разделки кромок». Цель урока: технологически правильно производить сборку и сварку пластин в нижнем положении сварного шва, обеспечивая провар основного металла. | Обучающиеся слушают и анализируют. |
| 2 | Повторение пройденного материала | 5 мин | Проверка знаний обучающихся по материалу, изученному на уроках по «Технологии сварочных работ», «Основы теории сварки и резки». | Ответить на заданные вопросы. |
|
|
|
| Обобщить полученные ответы, сделать заключение по теоретической подготовке по предметам: « Технология сварочных работ», «Основы теории сварки и резки». |
|
|
|
|
| Инструктирование обучающихся по материалу урока.
|
|
|
|
|
| Инструктирование по содержанию и порядку проведения упражнений. |
|
|
|
|
| 1. Приемка и оценка контрольных образцов. |
|
| 3 | Обобщение ответов по изученному материалу | 2 мин |
| Выслушать обобщение, принять к сведению. |
| 4 | 4. Формирование практических знаний и способов действий (25 мин.) Изложение нового материала
| 25 мин |
| Заслушать объяснения, пронаблюдать за работой мастера производственного обучения. |
| 5 | Закрепление материала вводного инструктажа | 5 мин |
| Ответить на вопросы. |
| III | Текущий инструктаж | 4 ч.30 мин |
|
|
| 1 | Содержание и порядок проведения сварочных работ. | 10 мин |
| Организовать рабочее место. |
| 2 | Целевые обходы | 4 ч.20 мин |
|
|
| IV | Заключительный инструктаж | 15 мин |
| Выслушать комментарии мастера производственного обучения по итогам за урок. Принять к сведению результат своего труда. Записать домашнее задание. |
ПАРАМЕТРЫ ОЦЕНОК
| Отлично | Хорошо | Удовлетворительно | Не удовлетворительно | |
| 1 | 2 | 3 | 4 | 5 |
| I. Организация | Согласно | Согласно | Согласно правилам | Щиток лежит, на |
| рабочего места | правилам | правилам |
| полу справа |
| II. Подготовка | С 3-х сторон | С 3-х сторон | Выполнено с одной | Выполнено с |
| деталей к варке. | выполнено | выполнено | стороны | большим перекосом |
| Выполнение | качественно | качественно |
|
|
| прихваток | Детали | Детали |
|
|
|
| подготовлены | подготовлены |
|
|
|
| качественно | качественно |
|
|
| III. Приемы сварки | Выполнено без | Имеются | Имеются шлаковые | Пропуски шва |
|
| брака | шлаковые | включения, |
|
|
|
| включения | неровности шва |
|
| IV. Качество шва | Согласно | Шлакообразова | Подрезы, раковины | Непровар корня шва. |
|
| нормам | ния. |
| Бугры |
|
|
| Незаверенный |
|
|
|
|
| кратер |
|
|
| V. Контроль | Работа | Работа | Не до конца очищен | — |
| выполненных | подготовлена к | подготовлена к | шлак |
|
| работ | осмотру | осмотру |
|
|




 Алгебра
Алгебра Английский Язык
Английский Язык Биология
Биология География
География Геометрия
Геометрия ИЗО
ИЗО Информатика
Информатика История
История Литература
Литература Математика
Математика Музыка
Музыка МХК
МХК Начальная Школа
Начальная Школа ОБЖ
ОБЖ Обществознание
Обществознание Окружающий Мир
Окружающий Мир ОРКСЭ
ОРКСЭ Педагогика
Педагогика Природоведение
Природоведение Разное
Разное Русский Язык
Русский Язык Технология
Технология Физика
Физика Физкультура
Физкультура Химия
Химия Экология
Экология Экономика
Экономика